 Among history's accidental inventions, there's one invention that seems to run under the radar. We take many everyday things for granted wouldn't be as expected if it weren't for one process: resistance welding.
Among history's accidental inventions, there's one invention that seems to run under the radar. We take many everyday things for granted wouldn't be as expected if it weren't for one process: resistance welding.
Resistance welding origins trace back over 130 years while becoming widely used in the automotive, aerospace, and industrial applications.
Quick Look
 The phrase "resistance welding" derives from the metal's electrical resistance properties, generating heat while current flows between two electrodes.
The phrase "resistance welding" derives from the metal's electrical resistance properties, generating heat while current flows between two electrodes.
The resistance welding process joins two metal pieces by pressing electrodes to their surfaces, creating good contact points. The current is then passed between the electrodes, creating enough heat to melt the metal at the point of contact. The molten metal from each piece mingles, turning off the current results in a solid, metallic connection.
Resistance Welding Advantages
The writers at weldguru.com break out the advantages and disadvantages of resistance welding:
Advantages
- Higher speeds, <.1 seconds for automotive spot welding, short process time
- Excellent for sheet metal applications that are less than 1/4-inch
- No filler metals or consumables required
- Relatively safe due to low voltage requirements
- Environmentally friendly clean process
- Joint formed is reliable
Disadvantages
- Power requirements
- Nondestructive testing
- Low fatigue and tensile strength
- Is not portable
- High levels of electrode wear
Elihu Thomson—Resistance Welding's Father
 The charge that sparked a life's work on electricity for one of America's most prolific inventors was a book on magic. A young Elihu Thomson read "The Magician's Own Book," providing basic explanations for puzzles and tricks. One chapter caught his attention.
The charge that sparked a life's work on electricity for one of America's most prolific inventors was a book on magic. A young Elihu Thomson read "The Magician's Own Book," providing basic explanations for puzzles and tricks. One chapter caught his attention.
…the electrical chapter was what struck me at once, told me how to make an electrical machine out of a wine bottle, and I immediately set to work , I made the machine, started in operation, got my first view of electric sparks from that machine, my first knowledge of electricity from that machine. I made a whole lot of apparatus which was recommended to be made, like lightning jars and little things of attraction and repulsion, dancing figures and so on, and I had the whole equipment along with a stool made by bottles and a board in order to insulate the person who wanted to be charged. With this my father foo-food the magnitude of the whole thing and I thought I'd get even with him somehow, so I made a battery of five jars, and put them into operation, asked him to take the shock I never heard after he took that shock any more (sic) remarks about my apparatus.
One of America's most prolific inventors became the father of resistance welding by accident.
While preparing a lecture on Electricity (one of a course of five) at the Franklin Institute at Philadelphia, early in 1877, I had the temerity to pass the discharge of a Leyden battery through the fine wire secondary of a Ruhmkorff induction coil, while the primary coil of quite coarse wire had its terminals resting together in contact. As the Ruhmkorff was my own, one I had made, I could take the risk of breaking down the insulation. On the passage of the condenser spark of about 35 mm. length, a bright flash appeared at the ends of the heavy primary in contact, and I afterward found them firmly welded together.
This suggested to me the possibility of electric welding, and later, about 1885, as soon as opportunity afforded, I built the first electric welder," using a transformer to step down to a very short and heavy secondary between the terminals of which, by suitable clamps, the pieces to be welded were held in juxtaposition or contact. The first trials of this apparatus were highly successful, and welds were made not only between pieces (bars) of the same metal, but many different metals were so united.
Resistance Welding
There are five main ways of connecting two or more pieces of metal:
- Bolting
- Riveting
- Soldering
- Arc Welding
- Resistance Welding
The only method among those five that doesn't need additional material to connect metal is resistance welding. Using resistance welding, putting it simply, needs two pieces of metal and electricity.
Different Types of Resistance Welding
 Even though resistance welding was introduced to the world back in 1885, it is still a very common weld in today's world. There are a few main types of resistance welding applied in today's manufacturing world. These types include spot and seam, projection, flash, and upset welds. Let's take a look at the differences.
Even though resistance welding was introduced to the world back in 1885, it is still a very common weld in today's world. There are a few main types of resistance welding applied in today's manufacturing world. These types include spot and seam, projection, flash, and upset welds. Let's take a look at the differences.
Resistance Seam Welds
A seam weld is an interminable weld along a joint. You can see seam welding used to make gaseous or liquid joints for applications mostly used in sheet metal fabrications in today's modern world. Seam welds create a very robust weld.
Objects like steel drums, radiators, and the making of tin cans can still be seen using seam welds in 2020. Anytime you notice a straight or curved weld, these have been produced through the process of a seam weld.
Resistance Spot Welding
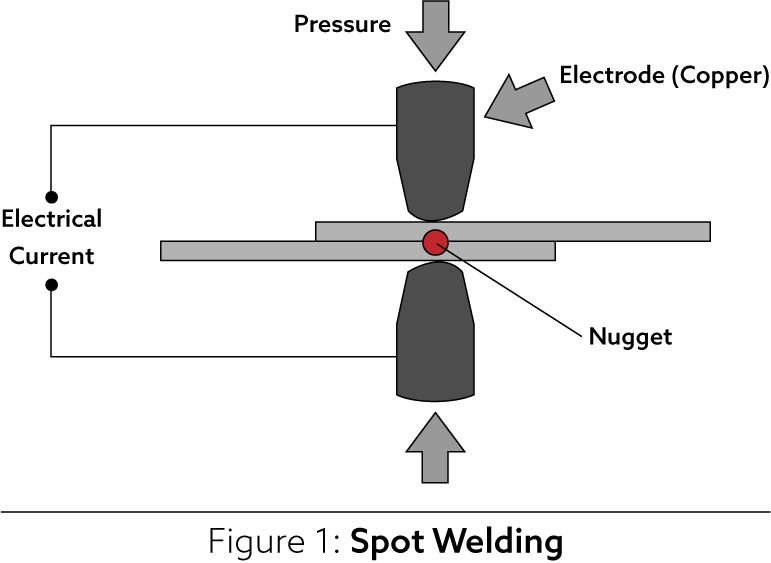
Spot welding joins two or more sheets of metal by overlapping them between two electrodes. One electrode is adjustable, the other static. High current is passed through the electrodes while the top electrode applies pressure from downward motion. Figure 1 illustrates how resistance spot welding is performed.
 Spot Welding Advantages
Spot Welding Advantages
- The initial cost is low
- Productivity is higher
- Doesn't require much training
- No edge prep needed
- Automatic or semi-automatic operation
Spot Welding Disadvantages
- Jobs requiring more thickness can't be spot welded
- Initially, the cost of the equipment is high
- Maintaining the equipment requires a higher degree of training
- Spot Welding Applications
- Aircraft and auto industries
- Container fabrication
- Steel Household furniture
Resistance Seam Welding
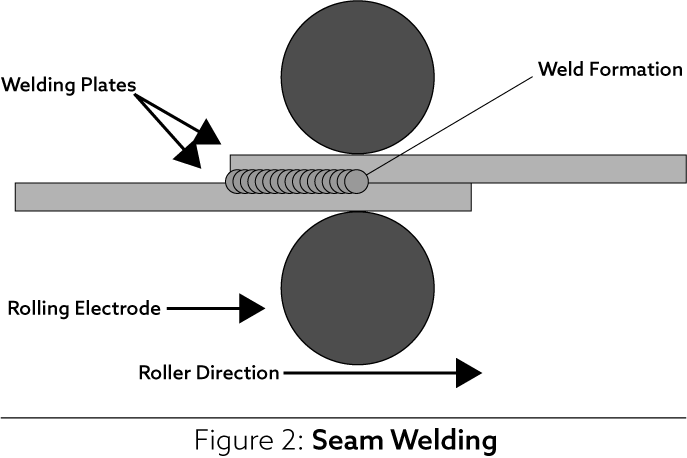
Spot and seam welding are closely related. The primary difference between the two methods is motor-driven wheels moving the electrodes in seam welding.
Typically, seam welding is used to produce watertight or continuous gas joints, such as a gas tank. Refer to Figure 2 for an illustration of the seam welding process.
 Seam Welding Advantages
Seam Welding Advantages
- Less overlap than other methods
- The ability to produce several parallel seams
- The ability for creating liquid or gas-tight joints
Seam Welding Disadvantages
- Equipment is more expensive than spot welding
- Any thickness of more than 3 mm becomes problematic
- Seam welding is performed only in straight lines
- Seam Welding Applications
- Used for aluminum, stainless steel, and nickel alloy
Resistance Projection Welding
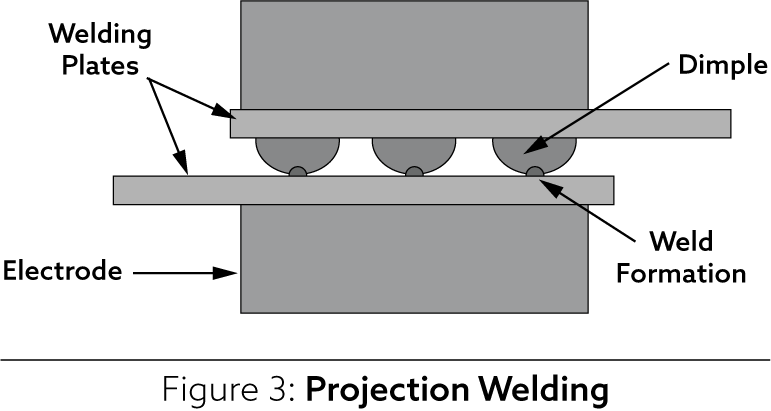
Resistance projection welds are modified forms of spot welding and are used to make multiple individual point contacts. This is used to concentrate on the current that is used during the overall process. In most cases, it forms various small projections on one piece of the material to be welded.
Some of the most common projections can be rounded dimples, circular and elongated ridges. When the projections generate heat, they collapse as the weld nugget forms. After the cooling process occurs, you will notice multiple weld nuggets holding the weld together. Figure 3 illustrates the process of projection welding.
Some typical manufacturing using projection welds would be in the electrical, automotive, and construction fields. Generally, this is because of the stronghold that this weld generates.
 Projection Welding Advantages
Projection Welding Advantages
- Easily obtained proper heat balance
- Ability to space welds closer than with spot welds
- Better uniformity and appearance than spot welding
- Easier for welding areas where spot welding cannot reach
- Ability to weld more than one spot at a time
Projection Welding Disadvantages
- Any metals unable of supporting projection results in poor welds
- Adding projection requires extra operations
- Expensive initial equipment cost
- Projection Welding Applications
- Small fasteners welded to larger parts
- Crossed-wire welding grills, refrigeration condensers
- Stainless Steel
Resistance Flash Welding
Flash welding is a form of welding that requires no filler material. It applies directly current to the metal allowing for the gap between the two pieces to form an arc that melts the metal creating the weld.
They often use flash welding for thicker workpieces. Think of manufacturing products such as heavy anchor chains, rails, and pipes. Steel is the most used material for a resistance flash weld. They can also use it on nickel, aluminum, and titanium.
Resistance Flash/Butt Welding
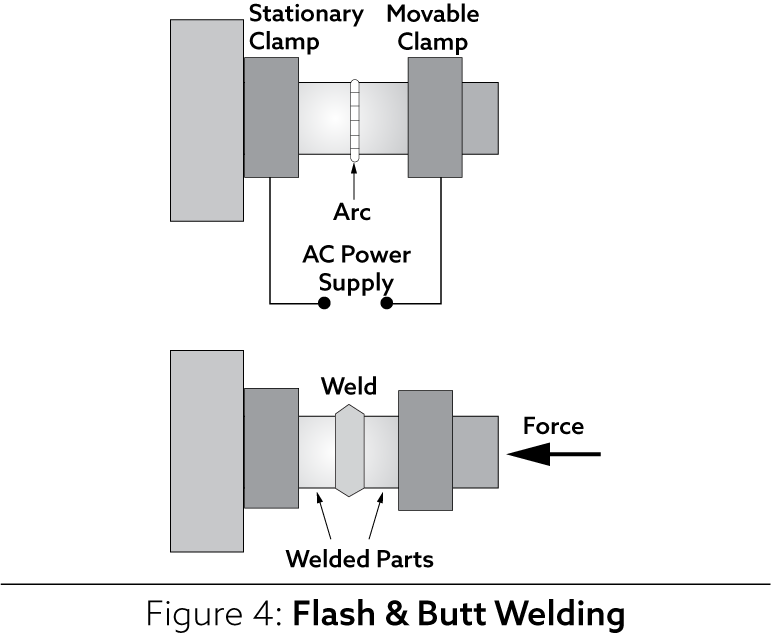
Flash and butt welding accomplish the same tasks but in different ways. These two methods join ends of wires, rods, tubes, or sheets. The difference between flash and butt welding is an electric arc: flash welding produces an electric arc in the space between two materials; butt welding results from electric resistance at the two surfaces. Figure 4 illustrates the flash/butt welding methods.
 Flash/Butt Welding Advantages
Flash/Butt Welding Advantages
- The process is faster and cheaper
- No weld surface prep work needed
- Reduces power requirements
- Ability to connect different types of metal with varying temps of melting
Flash/Butt Welding Disadvantages
- Greater risk of fire
- During flashing and upsetting, metal becomes lost
- It's tough to keep the two pieces of metal parallel
- Flash/Butt Welding Applications
- Auto and aircraft products
- Household appliances
- Welding bars, rod fittings, and metal sheets
Metal Types
Specific resistance welding processes are determined by the type of metal, its thickness, and joint design.
The following base metals can be welded using resistance welding:
- Aluminum
- Inconel
- Low Alloy Steel
- Low Carbon Steel
- Magnesium
- Monel
- Nickel
- Nickel Silver
- Precious Metals
- Stainless Steel
The following metals can be welded but aren't commonly used:
- High Carbon
- Medium Carbon
- Steel Alloys
- Electrodes
 The choice of electrodes becomes essential for improving electrical thermal/mechanical performance.
The choice of electrodes becomes essential for improving electrical thermal/mechanical performance.
The diameter of the electrode contact area is a consideration; if the area is too small, it will produce undersized welds with insufficient strength; if the diameter of the electrode is too large, it will cause inconsistent and unstable weld growth characteristics.
The electrode must be able to:
- conduct current to the workpiece
- mechanically constrain the workpiece
- conduct heat from the workpiece
The materials used to construct the electrode has to sustain high loads at high temperatures while maintaining adequate electrical and thermal conductivity."
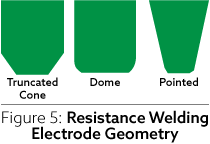
High levels of current passing through the electrodes eventually leads to two significant issues: geometric and metallurgical changes.
Geometric Changes: the diameter of the electrode's tip increases from wear and deformation. Examples include pitting and mushrooming.
Metallurgical Changes: the properties of material near the tip's surface changes during resistance welding. The electrode mixes with coating and sheet materials, and when overheated, the tip softens.
In Sum
Elihu Thomson's accidental invention improved the manufacturing process. Manual or automatic, the method changes, but resistance welding proved its value. Producing the types of resistance welds isn't expensive. Its quality is consistent and is quick to make.
The need for these kinds of welds is only provided by resistance welding and never goes away. Technological advances continually improve its efficiency, both in production and value.